
Để gia tăng hiệu năng làm việc và tiết kiệm chi phí bảo trì, ngày càng nhiều doanh nghiệp ứng dụng biến tần CNC điều khiển cho máy CNC. Sự đa dạng về chủng loại và thương hiệu biến tần trên thị trường vừa có lợi vừa bất lợi cho người dùng vì sẽ mất rất nhiều thời gian để lựa chọn được loại phù hợp với nhu cầu. Bài viết sau sẽ giúp bạn dễ dàng tìm ra được loại biến tần tốt nhất, ít lỗi bền nhất cho máy CNC.
Biến Tần CNC Là Gì?
Biến tần (biến tần máy CNC) là một linh kiện CNC quan trọng thiết bị làm thay đổi tần số dòng điện đặt lên cuộn dây bên trong động cơ (trục chính, servo), thông qua đó biến tần máy CNC có thể điều khiển tốc độ động cơ một cách vô cấp, trên một dải rộng không cần dùng đến các hộp số cơ khí. Biến tần thường sử dụng các linh kiện bán dẫn để đóng ngắt tuần tự các cuộn dây của động cơ từ đó sinh ra từ trường quay làm quay rô-to (rotor). Ngày nay, máy biến tần được sử dụng cho nhiều mục đích khác nhau trong đó một trong những ứng dụng phổ biến của bộ biến tần là được tích hợp trong hệ thống cung cấp nguồn điện liên tục, hay còn gọi là bộ lưu điện (UPS: Uninterruptible Power Supply). Về ứng dụng, biến tần với công suất điều khiển lớn được sử dụng hiệu quả trong các trường hợp như:

- Điều khiển động cơ không đồng bộ máy CNC(trục chính spindle, servo, … )công suất từ lớn với tốc độ khác nhau.
- Ổn định lưu lượng, áp suất ở mức cố định trên hệ thống bơm nước, dầu cắt gọt, làm mát, máy nén khí
- Điều khiển quá trình khởi động và dừng chính xác động cơ trên hệ thống băng tải phoi, động cơ trục chính.
Tại sao nên sử dụng biến tần cho máy CNC

Biến tần có thể điều khiển tốc độ động cơ một cách vô cấp, trên một dải rộng không cần dùng đến các hộp số cơ khí. Bên cạnh đó, biến tần thường sử dụng các linh kiện bán dẫn để đóng ngắt tuần tự các cuộn dây của động cơ từ đó sinh ra từ trường quay làm quay rô-to (rotor). Khi sử dụng biến tần chuyên dụng cho máy CNC, doanh nghiệp sẽ có được nhiều lợi ích như:
- Dễ dàng thay đổi tốc độ động cơ phù hợp theo yêu cầu.
- Hệ thống vận hành đơn giản dễ dàng cho người sử dụng.
- Điều khiển quá trình khởi động và dừng chính xác động cơ trên hệ thống.
- Bảo vệ động cơ, chống sốc cơ khí, giảm chi phí bảo trì, bảo dưỡng máy.
Cách Chọn Biến Tần Cho Máy CNC
| Loại máy | Cách lựa chọn |
Máy tiện |
|
Máy chấn |
|
Máy phay CNC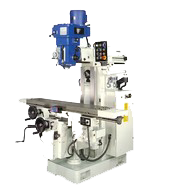 |
|
Máy khắc CNC |
|
Các Loại Máy CNC Sử Dụng Biến Tần
- Máy tiện: sử dụng mâm xoay lớn để quay phôi cần gia công, sau đó, người đứng máy có thể thực hiện thao tác như khoan, cắt. Máy tiện thường dùng để gia công chi tiết gỗ nhựa hay kim loại. Máy tiện được chia làm hai loại là tiện cơ và tiện CNC.
- Máy chấn: có công dụng trong việc uốn tấm kim loại đạt được góc. Máy chấn cũng được chia làm hai loại là chấn cơ và chấn CNC.
- Máy đột dập: có công dụng là đục lỗ lên phôi với số lượng nhiều và chính xác theo bản vẽ. Máy đột dập hiện nay được sử dụng nhiều thường là máy đột CNC.
- Máy phay: dùng trong gia công cơ khí để gia công những chi tiết 3D phức tạp. Máy phay hiện nay chủ yếu là máy phay CNC vì đáp ứng được khả năng chính xác cao cho chi tiết. Máy phay thường cấu tạo từ khoảng 4 trục trở lên bao gồm x, y, z và a.
- Máy khắc CNC: cũng tương tự như máy phay nhưng cơ cấu đơn giản hơn thường dùng trong khắc laser vật liệu nhựa, vải, mica, xốp hay khắc plasma kim loại. Thường cấu tạo bởi 3 trục x, y và z.
 Máy tiện
Máy tiện
 Máy chấn
Máy chấn
 Máy phay
Máy phay
 Máy khắc
Máy khắc
Các Loại Biến Tần Phổ Biến Nhất Hiện Nay
Biến Tần máy khắc CNC Sunfar E300 2.2KW

Là thiết bị làm thay đổi tần số dòng điện trong cuộn dây bên trong động cơ spindle, qua đó điều khiển tốc độ động cơ một cách vô cấp, không cần dùng đến các hộp số cơ khí.
Biến tần sử dụng các mạch bán dẫn để đóng ngắt tuần tự các cuộn dây của động cơ spindle quay theo ý muốn.
Biến tần sunfar E300 2.2Kw được sử dụng cho máy khắc cnc, máy móc dệt may, máy ly tâm…
Là loại biến tần mini có giá thành phải chăng và hiệu năng tốt.
Mô tả sản phẩm:Sunfar E300 Inverter
- E300 nhỏ biến tần phổ quát có cấu trúc nhỏ gọn
- Phím bấm tùy chọn có thể dễ dàng gỡ bỏ hoặc cài đặt theo yêu cầu của người dùng. Với đèn báo trên biến tần, người dùng có thể theo dõi tình trạng hoạt động của biến tần.
- Biến tần được sử dụng như hỗ trợ trang thiết bị cho ngành công nghiệp dệt may, máy khắc cnc… Với tần số đầu ra 1000Hz.
- Biến tần mini có cấu hình tiêu chuẩn bao gồm giao diện RS485, giao thức Modbus.
- Nó cũng có thể điều chỉnh điện áp tự động và tự động giới hạn, để đảm bảo hoạt động ổn định.
Thông số kỹ thuật
– Điện áp đầu vào: 1PH / 220V / 50Hz
– Điện áp đầu ra: 3.8KVA / 10A
– Tần số điện áp: 50-60Hz
– Công suất: 2.2KW
– Cường độ dòng điện định mức: 11A
– Giải tần số điều chỉnh 0-1000HZ
– Bảng điều khiển có thể nối dài 1-2m
-Quạt làm mát độc lập , hai tụ đệm giúp ổn định điện áp làm việc
– Hiệu suất làm việc ổn định
Giá bán:
- Biến tần 1,5Kw: 2.500.000đ
- Biến tần 2,2Kw: 2.900.000đ
- Biến tần 3,7Kw: 3.900.000đ
- Biến tần 4,5Kw: 4.300.000đ
- Biến tần 7,5Kw ( Fulling ): 7.200.000đ
Biến Tần Best Dành Cho Máy CNC

Điều khiển tần số
- Dải tần số 0.0Hz ~ 1000.0Hz độ chính xác 0.01Hz
- Ngõ vào analog 0.1Hz
- Chế độ cài đặt bàn phím: 0.01Hz
- Tín hiệu điện áp bên ngoài 0 ~ 10V
- Tín hiệu dòng ngoài 4 ~ 20mA
- Các chức năng khác: Có thể cài đặt tần số hoạt động tối thiểu, tần số đầu ra tối thiểu, tần số dừng.
Kiểm soát tăng tốc và giảm tốc
- Thời gian tăng tốc / giảm tốc bốn bước (0 ~ 3000.0S)
- V / F Điện áp đầu ra tối thiểu: Có thể thiết lập giá trị điện áp khởi động tối thiểu của đường cong V / F (0 ~ 30%)
- Thiết bị đầu vào đa chức năng: 8 đầu vào đa chức năng (X1 ~ X8), trong đó X8 là đầu vào tốc độ cao
- Đầu ra đa chức năng: có rơ le thường mở và thường đóng.
- Các chức năng khác: AVR chức năng, Phanh DC, tự động thiết lập lại và khởi động lại, có chương trình điều khiển PLC.
Chức năng bảo vệ
- Bảo vệ quá tải : quá dòng 150% trong một phút, 200% cắt ngay lập tức.
- Bảo vệ quá áp: dòng 220V: DC bus> 400V; 380V: DC bus > 800V;
- Bảo vệ điện áp thấp: dòng 220V: DC bus <170V; 380V: DC bus <320V
- Mất điện tức thời khi khởi động lại: Có nhiều phương án chọn lựa
- Đầu ra ngắn mạch: mạch điện tử ngắn mạch bảo vệ : quá dòng, quá áp, dưới điện áp quá tải, quá nóng, đầu ra ngắn mạch, mất pha đầu ra.
- Các chức năng khác: ngăn chặn thiết lập ngược, có mật khẩu người dùng
Biến Tần INVT Cho Máy CNC
 Biến tần GD200A Biến tần GD200A |
 Biến tần GD20 Biến tần GD20 |
 Biến tần GD350 Biến tần GD350 |
Biến Tần Siemens Cho Máy CNC
 Biến tần Sinamic V20 Biến tần Sinamic V20 |
 Biến tần Siemens G120C Biến tần Siemens G120C |
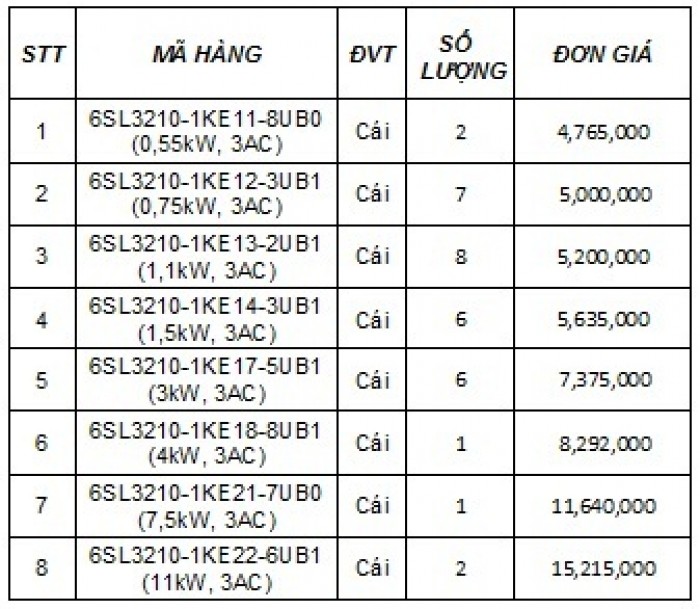
Bảng Giá Biến Tần Cho Máy CNC Tham Khảo Mới Nhất

Những Lỗi Thường Gặp Ở Biến Tần CNC & Cách Khắc Phục
| Mã lỗi | Kiểu lỗi | Nguyên nhân | Giải pháp |
| OUT1 | Lỗi IGBT Pha U | – Thời gian tăng / giảm tốc quá ngắn. – Khối IGBT lỗi. – Lỗi do nhiễu. – Nối đất chưa đúng |
– Tăng thời gian tăng /giảm tốc – Liên hệ nhà cung cấp – Kiểm tra thiết bị ngoại vi và chống nhiễu |
| OUT2 | Lỗi IGBT Pha V | ||
| OUT3 | Lỗi IGBT Pha W | ||
| OV1 | Quá áp khi tăng tốc | – Thời gian giảm tốc quá ngắn và năng lượng motor trả về quá lớn – Điện áp nguồn cấp quá cao. – Motor chạm vỏ. |
– Tăng thời gian giảm tốc và nối điện trở thắng – Giảm điện áp nguồncấp xuống trong phạm vi làm việc – Kiểm tra motor, dây cáp điện |
| OV2 | Quá áp khi giảm tốc | ||
| OV3 | Quá áp khi đang chạy tốc độ hằng số | ||
| OC1 | Quá dòng khi tăng tốc | – Lỗi ngõ ra Biến tần ngắn mạch hoặc chạm đất. – Tải quá lớn hoặc thời gian tăng / giảm tốc quá ngắn. – Đặc tuyến V/F không phù hợp – Tải đột ngột thay đổi. |
– Kiểm tra motor, lớp cách ly, bạc đạn, dây cáp điện. – Tăng thời gian tăng / giảm tốc hoặc chọn Biến tần có công suất lớn hơn – Điều chỉnh đặc tuyến V/F phù hợp – Kiểm tra tải |
| OC2 | Quá dòng khi giảm tốc | ||
| OC3 | Quá dòng khi đang chạy tốc độ hằng số | ||
| UV | Điện áp DC bus quá thấp. | – Mất pha nguồn điện cấp. – Mất nguồn cấp thoáng qua. – Trạm nối dây nguồn cấp bị lỏng – Điệp áp nguồn cấp dao động quá lớn. |
– Kiểm tra điện áp nguồn cấp và trạm nối dây cấp nguồn |
| EF | Lỗi mạch ngoài | Sx: Ngõ vào lỗi mạch ngoài có tác động. | – Kiểm tra thiết bị ngoại vi |
| EEP | Lỗi EEPROM | Lỗi Read/Write các thông số điều khiển | – Ấn STOP/RESET để reset – Liên hệ nhà cung cấp |
| OL1 | Quá tải Motor | – Motor kéo tải nặng ở tốc độ thấp trong thời gian dài. – Đặc tuyến V/F không đúng – Ngưỡng bảo vệ motor không phù hợp (PB. 03) – Tải đột ngột thay đổi |
– Chọn loại motor thay đổi tần số – Điều chỉnh V/F – Kiểm tra và điều chỉnh PB. 03 – Kiểm tra tải |
| OL2 | Quá tải Biến tần | – Tải quá lớn hoặc thời gian tăng / giảm tốc quá ngắn. – Đặc tuyến V/F không phù hợp. – Công suất Biến tần quá nhỏ |
– Tăng thời gian tăng /giảm tốc hoặc chọn Biến tần có công suất lớn hơn – Điều chỉnh đặc tuyến V/F phù hợp – Chọn Biến tần có công suất lớn hơn |
| OL3 | Quá tải moment | – Tăng tốc quá nhanh – Khởi động lại khi motor đang chạy – Điện áp DC bus thấp – Tải quá lớn |
– Tăng thời gian tăng tốc – Tránh khởi động lại ngay sau khi dừng – Kiểm tra điện áp DC bus – Dùng biến tần có công suất định mức lớn hơn – Đặt chính xác giá trị PB. 11 |
| SPI | Lỗi pha ngõ vào | -Mất pha nguồn cấp. – Mất nguồn cấp thoáng qua. – Trạm nối dây nguồn cấp bị lỏng. – Điện áp nguồn cấp dao động quá lớn. – Các pha bị mất cân bằng |
– Kiểm tra các dây cấp nguồn, kiểm tra việc lắp đặt và nguồn cấp |
| SPO | Lỗi pha ngõ ra | -Có một dây ngõ ra bị đứt -Có một dây trong cuộn motor bị đứt. -Trạm nối dây ngõ ra bị lỏng |
– Kiểm tra lại hệ thống đấu nối dây và việc lắp đặt – EF Lỗi mạch ngoài Sx |
| OH1 | Quá nhiệt bộ chỉnh lưu | – Nhiệt độ xung quanh quá cao. – Ở gần nguồn nhiệt. – Quạt làm mát của Biến tần không chạy hoặc bị hư. – Rãnh thông gió bị tắc nghẽn. – Tần số sóng mang quá cao |
– Lắp bộ giải nhiệt – Tránh xa nguồn nhiệt – Thay quạt làm mát – Làm sạch rãnh thông gió – Giảm tần số sóng mang |
| OH2 | Quá nhiệt khối IGBT | ||
| CE | Lỗi truyền thông | – Tốc độ Baud không thích hợp. – Nhận dữ liệu bị sai. – Giao tiếp bị ngắt trong khoảng thời gian dài |
– Đặt tốc độ Baud phù hợp – Kiểm tra lại thiết bị truyền thông và tín hiệu |
| ITE | Mạch dò dòng điện bị lỗi | -Đầu nối dây cáp liên kết board điều khiển bị hở mạch. – Cảm biến Hall bị lỗi. -Mạch khuếch đại dòng hoạt động |
– Kiểm tra dây nối – Liên hệ nhà phân phối |
| TE | Lỗi Autotuning | – Đặt thông số định mức động cơ không phù hợp. – Quá thời gian autotuning. |
– Đặt lại thông số motor đúng với nhãn motor – Kiểm tra dây đấu motor |
| PIDE | Lỗi hồi tiếp PID | – Nguồn hồi tiếp PID hở mạch. – Mất tín hiệu hồi tiếp PID. |
– Kiểm tra dây tín hiệu hồi tiếp PID – Kiểm tra nguồn hồi tiếp của PID |
| BCE | Lỗi Bộ thắng | – Mạch thắng bị lỗi hoặc hỏng điện trở thắng. – Giá trị điện trở thắng quá thấp |
– Kiểm tra bộ thắng, thay điện trở khác – Tăng giá trị điện trở thắng |
Nếu cần mua các linh kiện CNC bạn có thể liên hệ theo thông tin sau:
CNC Oanh Mão (Tổng kho CNC Oanh Mão) là nhà cung cấp các loại máy CNC điêu khắc 3D, 4D (tạo hình tranh 3D, tượng 4D) trên các vật liệu như gỗ, đá, nhựa, kim loại…và các loại linh kiện CNC, linh kiện cơ khí, máy móc công nghiệp được nhập khẩu chính hãng từ các thương hiệu CNC nổi tiếng trên Thế Giới
- Số 966, Quốc Lộ 13, Hiệp Bình Phước, Thủ Đức , Hồ Chí Minh
- Khu An Giải, Đồng Kỵ, Từ Sơn, Bắc Ninh
- 0353665555
- tongkhocnc@gmail.com
- 7:00 – 21:00 (Thứ 2 – Chủ nhật)
Trên đây là bài viết các loại biến tần cnc phổ biến nhất. Mong rằng với bài viết này bạn sẽ có thêm kiến thức chọn lựa những loại biến tần phù hợp cho máy cnc nhé.